
EQ131汽车变速箱二轴工艺文件的制订及14铣键槽夹具设计
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
EQ131汽车变速箱二轴工艺文件的制订及14铣键槽夹具设计(任务书,开题报告,中期报告,论文说明书22000字,CAD机械加工工序卡30张,CAD图11张)
摘 要
EQ131汽车变速箱二轴的各项技术要求和技术指标需要根据精准的加工工艺和工艺设备来控制。EQ131汽车变速箱二轴零件毛坯的选择,工艺规程是否合理,机械加工工程中的定位基准,加工路线,每道工序或者工步的切削用量等如何确定,用什么量具来检测加工完成的二轴零件,如何改进加工工艺、提高加工精度、减少加工时间、节约成本、提高产品的市场竞争力,这些都是设计EQ131汽车变速箱二轴机械加工工艺规程所要解决的问题。机械加工工艺规程是将制订好的零(部)件的机械加工工艺过程按一定的格式和要求描述出来,作为指令性技术文件,是一切有关生产人员都应该严格执行、认真贯彻的纪律性文件,是规定产品或零部件机械加工工艺过程和操作方法等的工艺档。生产规模的大小、工艺水平的高低以及解决工艺问题的方法和手段都要通过机械加工工艺规程来体现。因此机械加工工艺是一项重要而又严肃的工作。他要求设计者必须具备十分丰富的生产实践经验和丰富的机械制造工艺基础理论知识。
在加工过程中,运用机床夹具,有利于保证工件的加工精度、提高产品质量;有利于提高劳动生产率和降低制造成本; 有利于改善劳动工人的劳动条件,保证安全的生产,有利于扩大机床工艺范围实现“一机多用”。机床夹具作为机床对工件加工的辅助装置,其设计质量的好坏对零件的加工质量、效率以及工作人员的劳动强度均有直接的影响,因此在加工中要充分使加工质量、生产率、劳动强度和经济性达到最优效果。但是,在实际生产过程中会有所侧重,总之,在考虑上述几方面要求时,应在应在满足加工条件的前提下,根据具体情况的好坏进行。
关键词:EQ131汽车变速箱二轴,工艺,夹具
ABSTRACT
The technical requirements of Tow-axis of the EQ131 car gearbox according to precise processing technology and process equipment guarantee. the choice of Two-axis parts, the manufacturability is reasonable, locating datum in mechanical processing engineering, processing route, each working procedure or work steps, such as how to determine the cutting parameter, what sort of fixture to detect processing completed Two-axis parts, and how to improve processing craft and enhance the working accuracy ,and how to shorten the time of process, save cost and increase competitiveness of the product, these are all the problem of designing Two-axis of EQ131 car gearbox for us to solve. Machining process planning is a regulation products or parts machining process and operation methods of process documents that describe the working method and process of components and parts in a special way and requirement, is all about production personnel should be strictly implemented, earnestly implement the discipline of files. The size of the production scale, technology level of high and low, and the methods and means to solve the problem of process should be embodied by machining process planning. So the machining process is an important and serious work. He asked the designer must have a very rich experience in production practice and radio mechanical manufacturing technology basic theory knowledge. [资料来源:www.THINK58.com]
In machining process, the use of machine tool fixture, to ensure the machining accuracy of workpiece and improve product quality; To improve labor productivity and reduce the manufacturing cost; To improve workers' labor conditions, to ensure safe production, is conducive to expanding the scope of the machine tool technology to achieve “the use of a machine”. Machine tool fixture as machine tool for processing the auxiliary device, the design quality of parts processing quality, efficiency, and accepted the intensity of labor has a direct impact, therefore to fully make the processing quality and productivity in the processing, the intensity of labor and economy to achieve the optimal effect. However, in actual production process will be focused, all in all, in considering the above several aspects requirements, should be on the premise of satisfying processing requirements should be,according to the specific situation is good or bad.
Keywords: Two-axis, processing craft, fixture [资料来源:www.THINK58.com]
主要设计思路和内容
支承座毕业设计主要内容包括:
① 对EQ131汽车变速箱二轴零件的使用及技术条件进行分析;②EQ131汽车变速箱二轴零件材料以及毛坯尺寸大小的选择;③EQ131汽车变速箱二轴零件加工工艺及热处理工艺的确定;④各工序余量、工差、尺寸链的计算;⑤表面切削用量的计算及刀具、夹具、量具的选择。
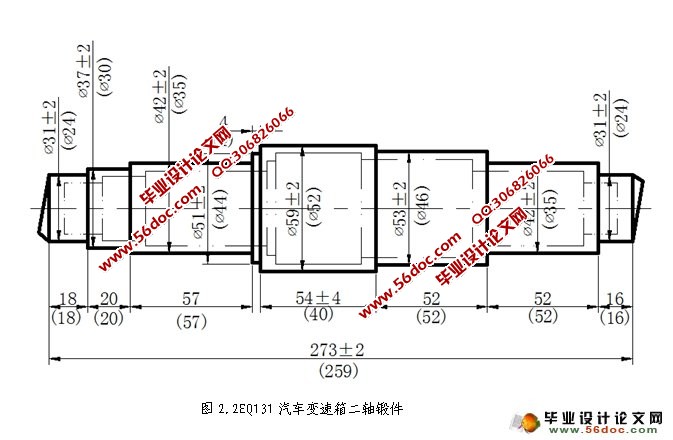
毛坯尺寸与零件尺寸之差称为加工总余量。加工总余量的大小取决于加工过程中各个工步切除金属层厚度的大小。每一工序所切除的金属层厚度成为工序余量。
零件的作用
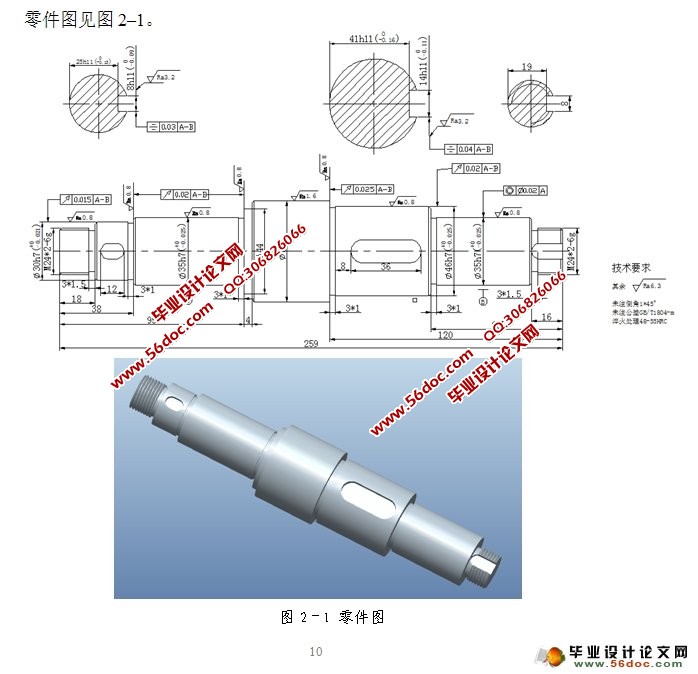
毕业设计任务书给定的课程设计题目是EQ131汽车变速箱二轴工艺文件的制订及14键槽铣夹具设计,EQ131汽车变速箱二轴为阶梯轴类零件,它主要用来支承传动零部件,传递扭矩和承受载荷,是汽车变速箱中不可或缺的一个零件。
[资料来源:http://think58.com]
目 录
第1章 绪 论 1
1.1选题社会背景、目标和意义 1
1.1.1本次设计的社会背景 1
1.1.2本次设计的目标 1
1.1.2本次设计的意义 2
1.2机械加工工艺现状 2
1.3主要设计思路和内容 2
第2章 支承座机械加工工艺规程设计 4
2.1分析零件图 4
2.1.1 零件的生产纲领及生产类型 4
2.1.2 零件的作用 5
2.1.3 零件的加工工艺分析 5
2.2确定毛坯类型 6
2.2.1 确定毛坯的成形方法 6
2.2.2确定机械加工余量、锻件尺寸和公差 6
2.3机械加工工艺过程设计 7
2.3.1 定位基准的选择 7
2.3.2确定机械加工方法和余量及工序尺寸及公差 8
2.3.3制订工艺路线 10
2.4选择机床和工艺设备 12
2.4.1选择机床 12
[版权所有:http://think58.com]
2.4.2选择夹具 13
2.4.3选择刀具 13
2.5确定切削用量及基本工时 14
2.5.1工序40铣右端面、打中心孔 14
2.5.2工序60粗车外圆φ46、φ35、φ24 16
2.5.3工序70粗车外圆φ52mm、φ44mm、φ35mm、φ30mm、φ24mm 18
2.5.4工序80半精车外圆φ24、φ35、φ46、倒角、切槽 21
2.5.5工序90半精车外圆φ52、φ44、φ35、φ30、φ24、倒角、切槽 24
2.5.6工序100 精车φ52 28
2.5.7工序110铣螺纹 28
2.5.8工序120铣半通槽 29
2.5.9工序130铣键槽14*36 30
2.5.10工序140铣键槽8*12 32
2.5.11工序180修整中心孔 34
2.5.12工序180粗磨 34
2.5.13工序190精磨 37
第3章 专用夹具的设计 40
[资料来源:THINK58.com]
3.1 专用夹具的设计要求 40
3.2 确定专用夹具的结构方案 41
3.2.1 确定定位方案 41
3.2.2确定位方式及元件选择 41
3.2.3 确定夹紧机构 41
3.2.4定位误差分析计算 42
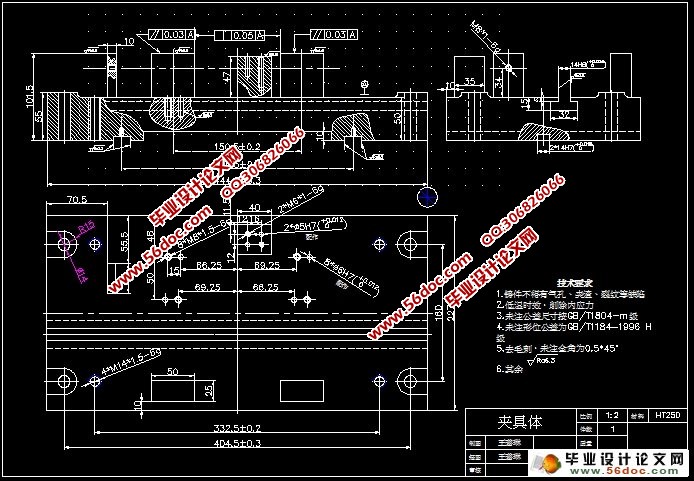
3.2.5夹具图 43
结 论 44
致 谢 46 [版权所有:http://think58.com]
上一篇:气门摇臂轴支座加工工艺及夹具设计(含CAD零件图夹具装配图,工艺
下一篇:定位块Ⅱ加工工艺与其45孔和76槽加工夹具设计(CAD,SolidWorks)