
加工中心典型支座零件加工(含CAD图,UG三维图,程序清单,工艺工序卡)
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
加工中心典型支座零件加工(含CAD图,UG三维图,程序清单,工艺工序卡)(设计文说明书8100字,CAD图纸1张,UG三维图1张,加工程序清单,工艺卡,工序卡,数控加工刀具卡)
数控加工与普通加工有很大的差异,数控加工的自动化程度很高、工精度高、生产效率高等特点。数控加工工艺课是在当代学生学完了数控类课程之后,对机械加工工艺过程、数控加工工艺和夹具结构进一步了解和练习的重要环节,是对学生掌握的知识检测,同时也是对学生综合素质和工程实践的能力培养。培养学生的自主思维逻辑能力。
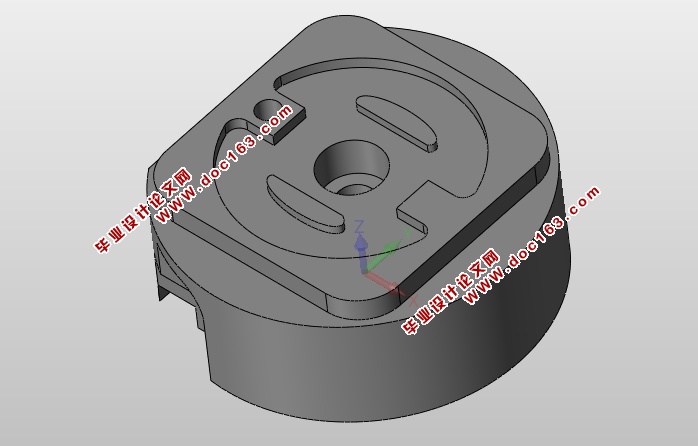
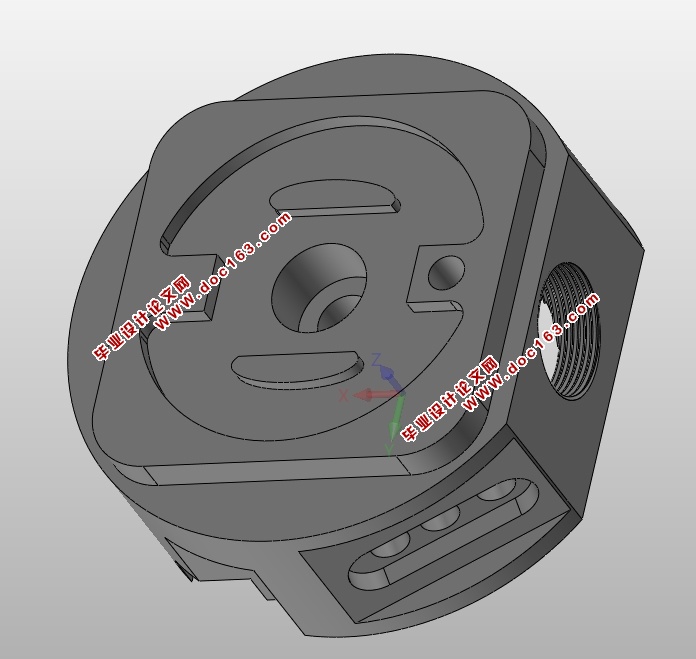
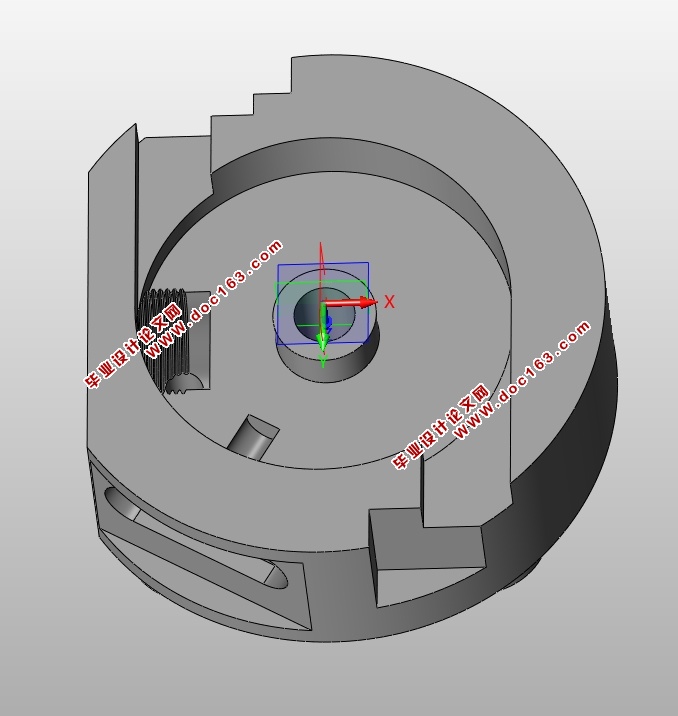
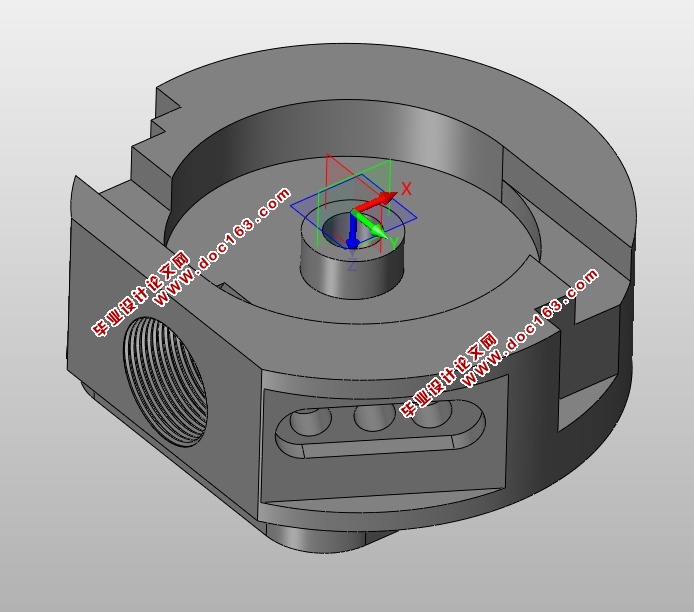
本文主要写的是一个支座零件的加工,首先是用UG建模,之后用CAD标注,编写机械加工工序卡片和机械加工工艺过程卡片。支座的外轮廓是正方形,内部有螺纹孔、凹槽、内孔。螺纹孔的主要作用是:通过螺纹的啮合实现对刀具的加紧、刀具方向固定;中心内孔的作用是:与手柄相连的轴配合,提供稳定、准确的周转力,从而实现手柄带动方刀架旋转。凹槽的作用:存放备用刀具。
关键词:支座 加工工艺 夹具选择 切削工具及量具
机械加工工艺过程分析
所加工零件是支座,是普通车床上的一种常见零件,因为零件的常用性,所以加工批量都是大批量生产。所示零件为轴套类零件,结构形状复杂,是适合数控铣削加工的一种典型零件。下面就该零件的工艺分析过程进行分析。 [资料来源:www.THINK58.com]
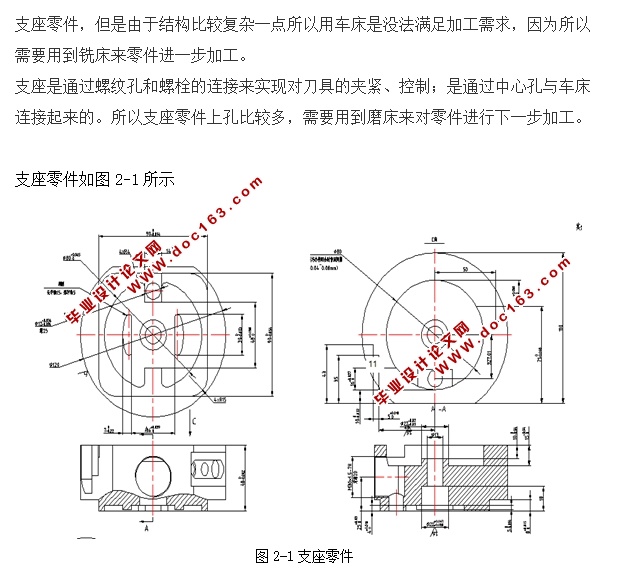
支座零件,但是由于结构比较复杂一点所以用车床是没法满足加工需求,因为所以需要用到铣床来零件进一步加工。
支座是通过螺纹孔和螺栓的连接来实现对刀具的夹紧、控制;是通过中心孔与车床连接起来的。所以支座零件上孔比较多,需要用到磨床来对零件进行下一步加工。
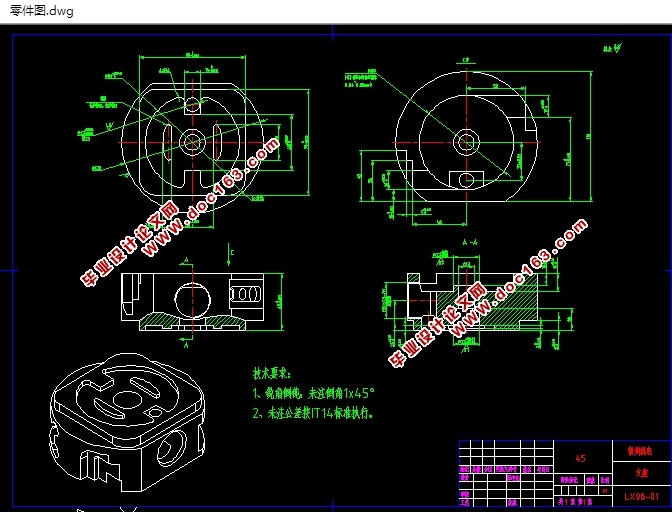
2.1 零件图样分析
2.1.1结构分析
1)毛坯材料
零件在工作中与刀具有直接接触,要求有一定的硬度,故C面选择表面淬火40~45HRC,所以材料选择45钢。
2)毛坯尺寸
毛坯的尺寸定为Φ122mm×112mm×47mm。
3)零件尺寸的上下偏差
零件的总体要求的尺寸是精度120 0 -0.60mm×110 0 -0.60mm×45 0 -0.12mm零件长度和宽度所要求的尺寸精度的上极限偏差都为0mm,下偏差要求的精度为0.60mm,也就是讲零件长度和宽度的尺寸精度要求在122毫米~122.4毫米之间。零件的高度尺寸是45 -0.12mm。
[来源:http://think58.com]
[资料来源:http://www.THINK58.com]
[资料来源:http://THINK58.com]
目录
绪论 1
2 机械加工工艺过程分析 2
2.1 零件图样分析 3
2.1.2精度分析 4
2.2加工工序划分 7
2.3 工艺方案拟定 7
2.4 加工设备选择 8
3 数控加工工序分析 10
3.1 加工顺序分析 10
3.2 装夹方案和夹具的选择 11
3.3 选择刀具 13
3.4 确定工序尺寸 14
3.5 确定切削用量 14
3.6选择量具具体型号及图片。 19
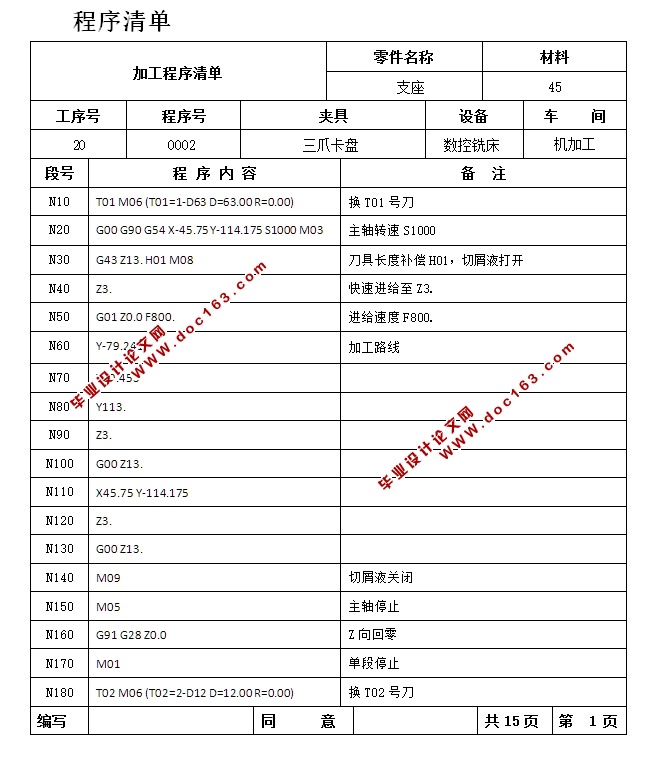
4 数控程序的编制 21
4.1数控程序的基本内容 21
结论 37
致谢 38
参考文献 39
上一篇:异形轴数控加工工艺设计(含CAD图,UG三维图,加工程序清单,刀具卡工艺卡)