
��ƿ�����Ӽ���ģ���������(������¼)
1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��.
�� �� ��
ժ����Ҫ
�ҹ���ѹģ�������������ϣ������������������������ȷ��涼�����˺ܴ�չ�������������������Ƚ�ˮƽ��ȣ�����Ժܴ�һЩ���͡����ܡ����ӡ��������ĸߵ�ģ��ÿ���Դ������ڣ��ر����иߵ��γ��ĸ��Ǽ�ģ�ߣ�Ŀǰ����Ҫ�������ڡ����ֻ������ģ���˲Ų�����С�ҹ�ͬ�������֮��ľ��롣
��α�ҵ�������Ƶ��Ǿ�ƿ�����ӳ��ģ�����õ��Ǽ���ģ�����ġ�����ģ���ֳ�Ϊ�λ����ģ������ģ������ģ��������һ��ģ���ڣ������ӹ��Ĺ�����Ϊ���ɵȾ���Ĺ�λ����ÿ����λ����һ����������ѹ��������ɳ�ѹ����ij���ֵļӹ������ӹ����ϣ����ȼӹ���һ�����ȵ����ϣ�����ij���ͽ�������ÿ���ͽ�һ�����ࡣ�������λ���ƺ�õ�һ�������ij�ѹ��������һ������ģ�У�����������ɳ�á�������������εȹ���һ����˵�����۳�ѹ�����״��ô���ӣ���ѹ���������࣬������һ������ģ�����ɡ�
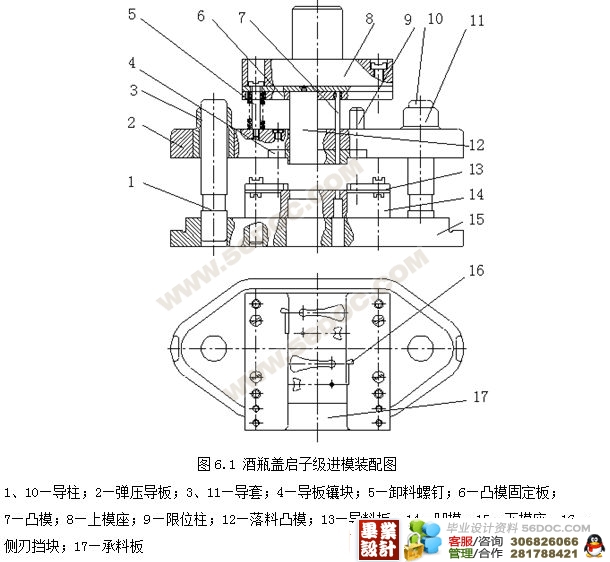
������ص����ڷ�����ñ��ι��̼���ü�����Ӱ�����صĻ����ϣ���Ҫ���ܳ�ü��Ĺ����Է�����ȷ����ù��շ�����ѡ��ģ�ߵĽṹ��ʽ�����б�Ҫ�Ĺ��ռ��㡢ѡ����ȷ��ģ�ߵ���Ҫ�㲿���Ľṹ��ߴ硢У��ģ�߱պϸ߶ȼ�ѹ�����йز���������ģ����װͼ�����ͼ���������Ƶ���Ҫ���ݡ� [������Դ��http://THINK58.com]
���ڼ���ģ�IJ��ϣ����dz���״�İ�ġ����ϽϺ�������������ʱ���ɼ������ϣ�����������ʱ��Ӧѡ����ϡ����Ͽ����Զ����ϣ��Զ����ϣ���ʹ�ø��ٳ崲�Զ���ѹ������ģ�Բ��ϵĺ�ȺͿ��ȶ����ϸ��Ҫ���ȹ������ϲ��ܽ���ģ�ߵĵ��ϰ��ͨ�в��������ȹ�С��Ӱ�춨λ���ȣ����������С�ģ�������
������Ʋ���������Ϥ�˿α���ѧ��֪ʶ�����������˰���ѧ����֪ʶ���õ�ʵ�����У��������˽��˼���ģ��Ƶ�ȫ���̺ͼӹ�ʵ���ĸ���Ҫ�㡣
�ؼ��� ��ƿ�����ӣ���ף����ϣ�����ģ [��Ȩ���У�http://think58.com]
���Ҫ��
1�����˼·��ȷ������������Ƶ��Ⱥ����
2����ȷȫ��ķ�������Ĺ�����
3�����ݳ���Ĺ����Ժͽṹ�ص�ȷ��ģ�ߵ�������ṹ
4������ʵ�ʳ��Ҫ����ȷ�ļ�����й�����
5�����������ȷ����Ҫ����Ľṹ�ߴ�
6����ȷ��ѡȡ�йر���
7�����ݻ�е��ͼ��Ҫ����ȷ�Ļ��Ƴ���Ҫ�����ͼ����װ��ͼ [��Դ��http://think58.com]
ģ��װ���Ժ��������������½����Գ塣ͨ���Գ���Է���ģ����ƺ�����IJ��㣬���ҳ�ԭ�������������ܹ���ģ�߽����ʵ��ĵ�����������ֱ��ģ�����������г���ϸ���Ƽ�Ϊֹ��
���ģ�߾��Գ�ϸ��Ӧ��ģ��ģ��������ϱ�š���ģͼ�š��Ƽ��š�ʹ��ѹ�����ͺš��������ڵȡ���Ϳ�ͷ������ϸ���⡣
���ģ���Գ�ʱ������ȱ�ݡ�����ԭ��͵�����������8.2
ȱ�� ����ԭ�� ��������
���ë�̹��� 1.�пڲ���������Ӳ�Ȳ���
2����϶������С����϶������ 1����ĥ�п�ʹ�����
2�����µ�����϶��ʹ�����
�����ƽ�� 1��ģ�е�������ӿ���ͨ��ʱ��ѹ��
2���������붥�����Ӵ�������̫С
3�����������������ֲ������� 1����ĥ��ģ�ף�ȥ��������
2�����������ˣ��Ӵ�������ĽӴ����
3.������������������ʹ֮�ֲ�����
�ߴ糬�����״��ȷ ģ����ģ��״���ߴ羫�Ȳ� ����ģ����ģ��״���ߴ磬ʹ��ﵽ��״���ߴ羫��Ҫ��
ģ�۶� 1�����ʱ������ѹ��
2��ж�ϰ���б 1����ģ�������õ������������
2������ж�ϰ��ʹģ���ӵ���װ��
��ģ������ 1����ģ���е�������
2����ģ���ڿ�ס���� 1����ĥ��ģ�ף�����������
2���Ͱ�ģ�߶�
����ģ�п���ҧ 1.�ϡ���ģ�����̶��塢��ģ�����������װ���治ƽ��
2.����ģ��λ
3.ģ�������������밲װ���治��ֱ
4�����Ȳ������������ϼ�϶����
5��ж�ϰ��λƫбʹ���ģλ�� 1�������й��������°�װ
2�����°�װ����ģ��ʹ֮����
[������Դ��THINK58.com]
3�������䴹ֱ�����°�װ
4����������������
5������������ж�ϰ�
��ü����ж��������������������ë�� ��ü�϶��С �ʵ��Ŵ��ü�϶�����ڳ��ģ��϶�Ӵ��ڰ�ģ�����ϣ������ϼ�϶�Ӵ���ģ������
���ж����������խ�����ȣ��ֲ���ë�� ��ü�϶������ ��ĥ�����µ���ģ��ģ��������϶��֤����
�������ڿ�ƫ�� 1��������ģ�п�������ƫ�ģ�������ƫ�ķ���һ�£��������еij����벼�ֲ�һ��
2������ģ������ʱ������������ȷ��ֻ��һ��ƫ�ģ������ÿ���ģ���λ���б仯
3������ģ���β���ȷ��������ģ���λ����ƫ��
1���Ӵ�(��С)���г��Ȼ�ĥС���Ӵ��Ͽ�ߴ�
2������װ��ģ��������λ��ʹ֮��ȷ
3������������ģ�����½���װ���������
���ϲ���ͨ����ʱ������ ����������ģ��
1�������ϰ�֮��ijߴ��С����б��
2��ģ��ж�ϰ�֮��ļ�϶̫����ʹ��߷�ת������
3�����ϰ�Ĺ���������в�ƽ�У���ס���ϣ��γ�ë�̴� 1���������µ���װ�䵼�ϰ�
2����Сģ�뵼�ϰ�֮�����ϼ�϶�������µ�����עж�ϰ��
3�����µ���װ�䵼�ϰ壬ʹ֮ƽ��
4���������м�����֮��ļ�϶��ʹ֮�ﵽ����
ж�ϼ�ж������ 1��ж��װ�ò�����
2���������
3��ж�Ͽײ�������ס����
4����ģ����
5��©�Ͽ�̫С
6���Ƹ˳��Ȳ��� 1������װ��ж��װ�ã�ʹ֮���
2���������
3������ж�Ͽ�
4��������ģ
5���Ӵ�©�Ͽ�
6���ӳ����ϸ�
Ŀ ¼
1 ��ѹ�������Է�������÷�����ȷ�� 1
2��Ҫ��Ƽ��� 3
2.1 ����������ȷ�������� 3
2.2 ��ѹ���ļ��� 4
2.3 ѹ�����ĵ�ȷ������ؼ��� 5
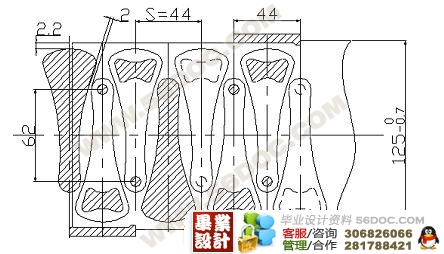
2.4 ��������пڳߴ���� 7
2.5 ж�ϵ��ɵ���� 10
3ģ��������� 12
3.1 ģ�����͵�ѡ�� 12
(��ҵ����� )
3.2 ��λ��ʽ��ѡ�� 12
3.3 ж�ϩp����������ʽ��ѡ�� 12 [��Դ��http://think58.com]
4 ����Ľṹ��� 14
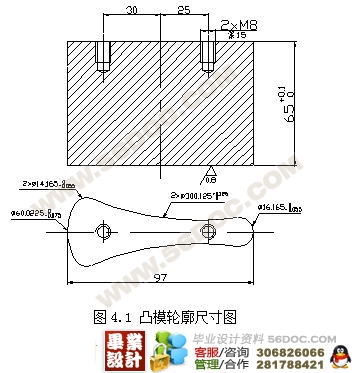
4.1 ����ģ����� 14
4.2 ���ģ����� 15
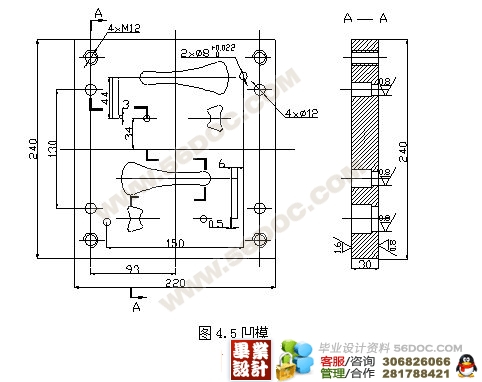
4.3 ��ģ����� 16
5ģ�߲��ϵ�ѡ�ü������㲿������� 18
5.1 ģ�߲��ϵ�ѡ�� 18
5.2 ��������� 19
5.3 �ϰ弰ж�ϲ�������� 20
5.4 ģ�ܼ������㲿������� 20
6 ģ����װͼ���豸��ѡ�� 22
6.1ģ�ߵ���װͼ 22
6.2 �豸��ѡ�� 23
7 ģ������ӹ����� 24
8 ģ�ߵ�װ��ͳ��ģ�ߵ��Գ� 26
8.1 ģ�ߵ�װ�� 26
8.2 ���ģ�ߵ��Գ� 26
�ܽ�����л 29
����� 30
[������Դ��www.THINK58.com]
��һƪ�������ֵij�ѹģ�����(������¼)
��һƪ���������������ģ�ߵ����������(������¼)