
刹车片背板弯挤成形工艺研究与模具设计(含CAD零件图装配图)
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
刹车片背板弯挤成形工艺研究与模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书14000字,CAD图13张)
摘 要
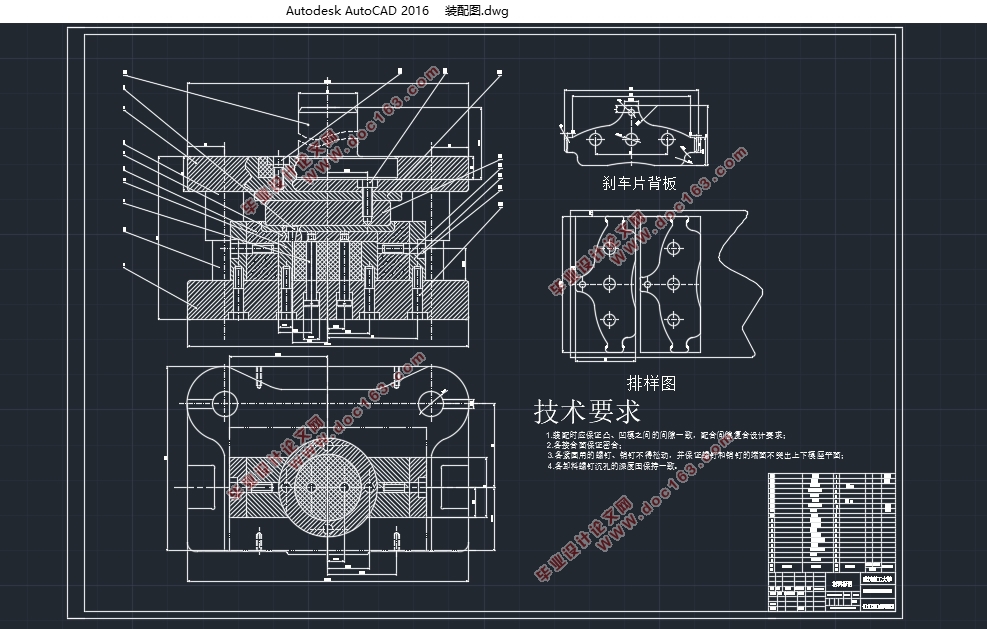
本文设计的是一副生产刹车片背板的单一模具.从板料一直到最终的刹车片背板零件要经过三个工序,其中对板料进行落料与冲孔工序得到毛坯由其他模具完成,在得到刹车片毛坯之后再在本次设计的弯挤成形模具上进行加工生产。在设计中进行了排样、冲裁工艺力、刃口尺寸等一系列计算,并通过计算的力选择合适的压力机;根据零件的结构特点确定凸、凹模尺寸,并根据凹模周界选择合适的模架,进而一步步确定各个零件的尺寸,完成整副模具的设计。本文设计的模具既能保证生产零件的精度同时也可以满足工业生产要求,具有很高的生产速度。综合了以前生产方法的优点,弥补各自的不足,得到本次设计的模具。从本次设计中可以很好看出刹车片背版弯挤成形过程,对于弯挤工艺可以有进一步的了解。模具最终可以平稳,可靠地运行,可以很好地完成零件的弯挤成形工作。
关键词:刹车片背板;冲裁;弯曲;弯挤;单一模;
Abstract
This paper is about the design of the brake plate bending extrusion die .The production of brake plate backboard parts has to go through three processes,and the blanking and punching process of the plate is finished by other molds.After getting the brake pieces, we will manufacture the parts in this design.In the design, a series of calculation, such as layout, cutting process force and cutting edge size, etc,have been done and I choose the right press by calculating force.According the structural characteristics of the partsto decide the size of the convex and concave mode,and select the suitable module according to the concave mode.Step by step, I finally determine the size of each part,and complete the design of the whole die. The mold designed in this paper can guarantee the precision of the production parts and also meet the requirements of industrial production, and has a high production speed.Combined with the advantages of previous production methods to make up for their own deficiencies, get this design of the mold.From this design ,we can have a good view of the brake plate back bend forming process, and have a better understanding for the bending process .From this design, we can see the forming process of the brake pads .The mold will eventually run smoothly and reliably,and it can be done very well to finish the parts. [资料来源:www.THINK58.com]
Key Words: Brake pads; Blanking;Bending;;Bending crowded;;Single die;
2.2冲裁工艺方案
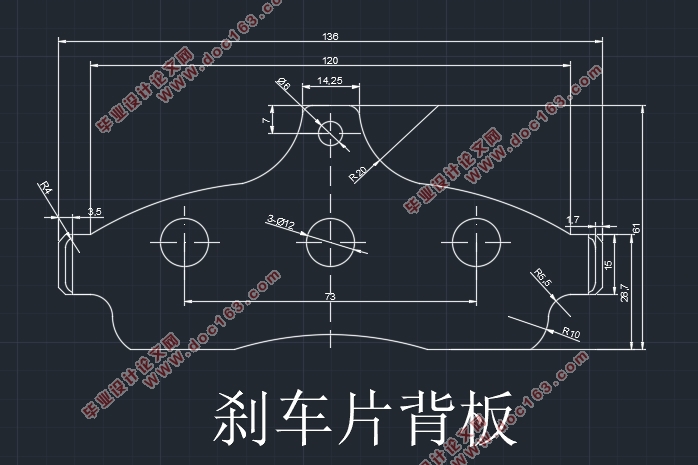
对于刹车片背板结构的分析可以看出其生产过程有落料、冲孔、弯挤三道工序,可以采用以下三种工作方案:
(1)单工序模。每副模具值完成一道工序,由该零件的生产工序过程知采用此种方法需要3副模具。这样会因为模具数量增多而增加成本,同时分开进行加工可能会使后一工序对前一工序已经加工好的精度造成影响,所以方案(1)不合理。
(2)级进模。级进模可以实现多个工序的连续运作,模具的结构较复杂,在生产制造过程中要注意保证其制造精度,使各部位能很好地配合安装、运作,加工出较高精度的零件,由于其结构复杂,不同部位的配合就比较复杂,这就必然增大了调试及维修的难度,同时模具的造价较高。由于本次生产对精度要求不高,考虑到经济性的因素,本次设计不宜采用级进模。
(3)复合模。采用复合模冲裁成本和制造难度都比较适中,也容易保证零件精度。本次设计零件有着轴对称的简单结构,综合考虑各项因素情况决定采用方案(3)和方案(1)结合的方法,即用复合模冲裁板料生产毛坯,再设计单工序模进行弯挤加工。
目录
摘 要 I [资料来源:http://www.THINK58.com]
Abstract II
目录 III
第1章 绪论 1
1.1冲压及其特点 1
1.2冲压基本工序 1
1.3冲压技术发展要求 1
1.4刹车片背板的冲压成形及其发展 2
第2章 工艺设计分析 3
2.1冲裁工艺要求 3
2.1.1材料 3
2.1.2对冲裁工件的形状要求 3
2.1.3冲孔的尺寸要求 3
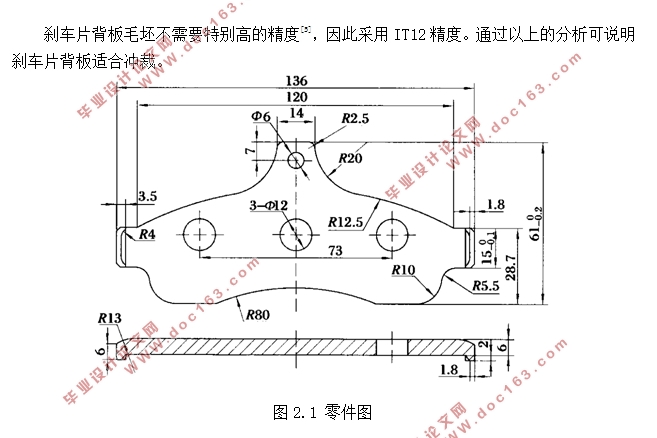
2.1.4冲裁件精度 4
2.2冲裁工艺方案 4
2.3模具结构形式 5
第3章 主要设计计算 6
3.1毛坯尺寸 6
3.2排样 6
3.2.1排样形式 6
3.2.2搭边值和条料宽度 6
3.2.3材料利用率 8
3.3冲裁工艺力的计算 8
3.3.1冲裁力的计算 8
3.3.2卸料力及推件力 9
3.3.3冲压压力中心 9
3.4弯挤工艺性 10
3.4.1板材弯曲零件的圆角半径 10
3.4.2板材弯曲零件的弯边高度 10
3.4.3板材弯曲零件的弯曲线位置 10
3.4.4孔与弯曲线的最小距离 11
3.4.5弯曲线与板料的轧制方向的关系 11
3.4.6冲裁件毛刺面与弯曲方向的关系 11
3.4.7弯挤工艺力的计算 12
第4章 零件刃口尺寸的确定 14
4.1冲裁模具刃口尺寸的计算 14
4.1.1冲裁间隙 14
4.1.2凸模、凹模刃口尺寸的计算 14
第5章 主要零部件的设计 16
5.1工作零件的结构设计 16
5.1.1模架设计 17
5.1.2导向装置 20
5.1.3模柄 22
5.1.4顶件装置 23
5.1.5定位装置 24
5.1.6垫板 24 [资料来源:http://think58.com]
5.1.7托件板 25
5.1.8固定板 25
5.1.9垫块 25
5.2压力机的选取 25
5.3其他零部件的设计与应用 25
5.3.1卸料弹性元件 25
5.3.2其他固定零件 26
第6章 结论 28
参考文献 29
致谢 30
上一篇:前壳加强板冲压工艺与模具设计(含CAD零件图装配图)
下一篇:左后导向臂挤压铸造模具设计及数值模拟(含CAD图,UG三维图)