
T型槽垫板冲压工艺及模具设计(含CAD零件图装配图)

以下是资料介绍,如需要完整的请充值下载.
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用.
密 惠 保
资料介绍:
T型槽垫板冲压工艺及模具设计(含CAD零件图装配图)(论文说明书10000字,CAD图11张)
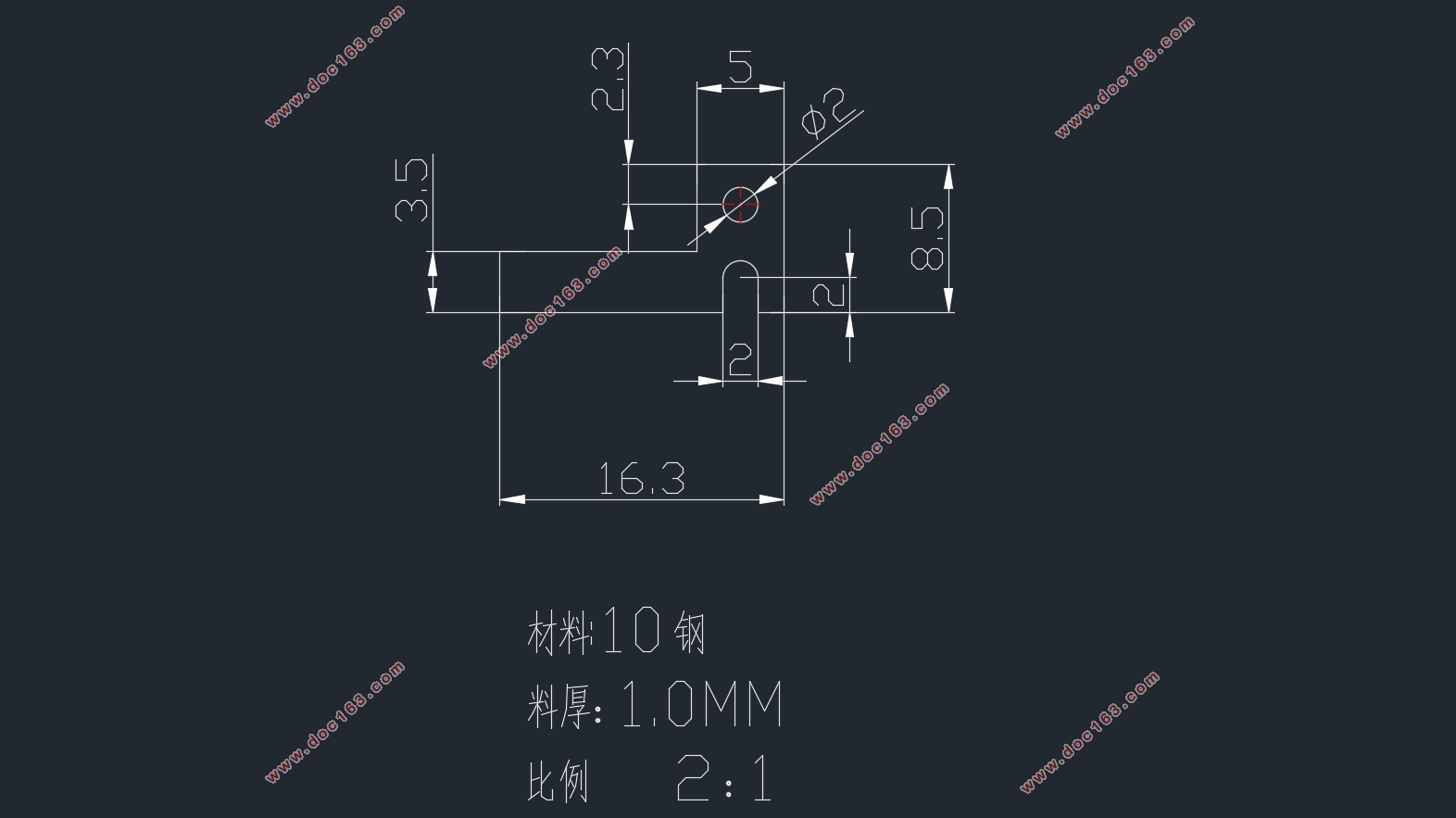
2.1 制件简图
在设计时,首先需要将工件图在CAD上绘制出二维电子档,进而完成模具二维图的绘制,分析本次设计T型槽垫板工件,具体规格尺寸为下图2.1所示,通过观察可知,该T型槽垫板零件整体呈片状,整体看来不算复杂,没有异形曲面,初步估计需要用到的工序有落料,冲孔工序。
材料:10钢
料厚:0.5mm
2.2 制件尺寸公差确定
本次设计的课题要求任务书对冲件的尺寸精度要求为IT12级,
查参考文献[2]知,普通冲裁时对于该冲件的精度要求为IT12~IT11级,所以尺寸精度满足要求。
2.4 工艺方案的确定
通过对本次设计的零件结构进行分析,可以得出该制品的加工工艺主要包括冲孔、落料工艺,因此,本次设计可选择的加工方案有以下几种:
第一种:
选用多个不同的加工步骤对该制品进行加工,在加工的时候先通过冲裁模对制品进行冲压,得到该制品的外部结构,随后通过第二套模具对该制品进行冲孔,从而得到完整的制品,单工序生产。
第二种:
使用两套模具完成该制品的成型,在设计中选用冲孔-落料复合模完成该制品的冲孔-落料步骤,完成制品的加工,复合模。
[版权所有:http://think58.com]
第三种:
使用多工位的级进模完成制品的成型加工过程,在排样方式上选取单列直排法。
因为本次设计的制品的加工批量上为大批量加工,对各个不同的方案进行分析,可以得出,方案二选用的是多套单工序模,该类型的加工周期相对比较长,加工的时间成本相对较高,因此不适用于大批量制品的生产。
本次设计的制品在结构形态上相对较小,因此,在方案一中其进行必须要通过2套模具的形式来加工,因此其冲压加工的速度较慢,同时由于准确度相对较低,因此加工得到的废品的效率相对也比较的高,其生产加工的安全性能要比较低,难以满足大批量的加工生产要求。
上述提到的方案三,能够有效的提高材料的利用率,减少加工生产成本,同时提高生产加工的效率,增加加工的准确率,有效的降低制品的加工成本。同时在设计过程中为了能够有效的降低加工的废品率。
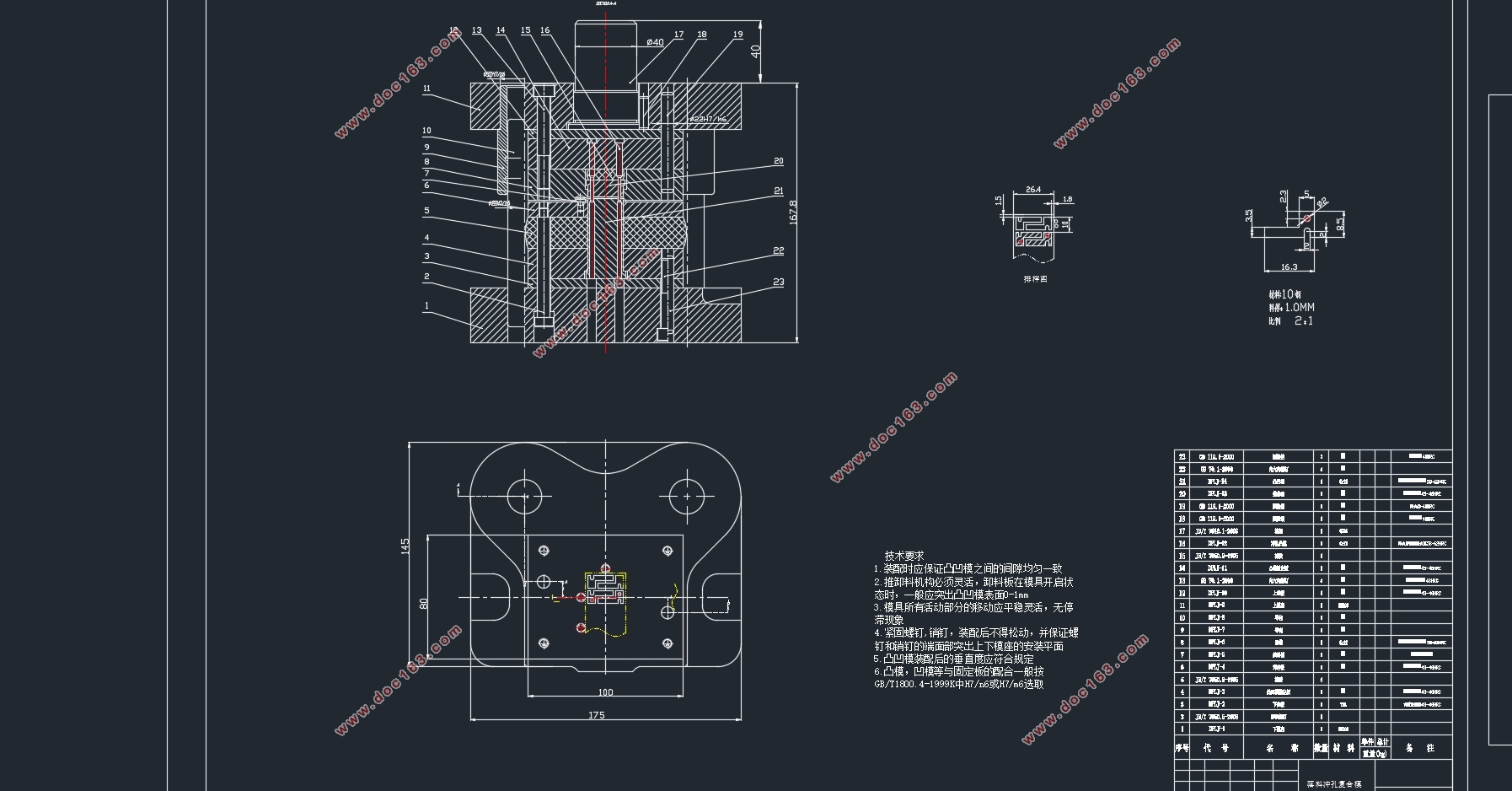
结合上述分析,可以确定本次加工的方案为第2种方案,
综上所述,在本次T型槽垫板零件冲压模具设计之中,将采用复合模的冲压模具形式。
[版权所有:http://think58.com]

目 录
第一章 绪 论 1
1.1 课题的背景及意义 1
1.2 国内外研究现状 1
第二章 冲压工艺设计 4
2.1 制件简图 4
2.2 制件尺寸公差确定 4
2.3 制件的工艺性分析 4
[版权所有:http://think58.com]
2.4 工艺方案的确定 5
第三章 冲压工艺的设计与计算 8
3.1 排样的设计与计算 8
3.1.1 毛坯定位方式的选择 8
3.1.2 确定搭边值 8
3.1.3 排样方案 9
3.1.4 材料利用率计算 10
3.2 冲裁力的计算 10
3.3 压力中心计算 12
3.4 压力机选择 12
第四章 凸凹模刃口尺寸的确定 14
4.1 凸凹模刃口尺寸计算原则 14
4.2 刃口尺寸计算 14
第五章 模具主要零件设计 16
5.1 落料凹模的设计 16
5.2 凸模设计 17
5.3 凸凹模设计 18
5.5 卸料板设计 19
5.6 凸模固定板设计 20
5.6 垫板设计 21
5.7 凸凹模固定板设计 22
5.8 推件块设计 23 [资料来源:http://www.THINK58.com]
第六章 模具标准确定 24
6.1 模架确定 24
6.2 卸料结构设计 24
6.3 定位零件的确定 25
6.4固定螺钉销钉的确定 25
6.5装配图和工作原理 25
第七章 选用及校核压力机 27
结 论 29
致谢 30
参考文献 31
[资料来源:http://think58.com]
下一篇:冰淇淋盒注塑模具设计(含CAD零件图装配图,UG三维图)